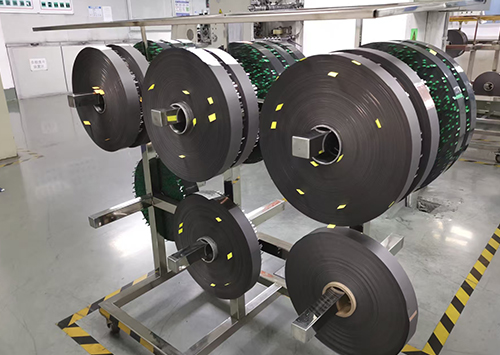
Based on the production of various types of lithium iron phosphate and ternary power materials, as well as energy storage batteries, we rely on comprehensive and advanced battery PACK technology to provide communication base station energy storage, indoor and outdoor energy storage products, industrial and consumer electronic products, and battery smart system solutions to the global market.


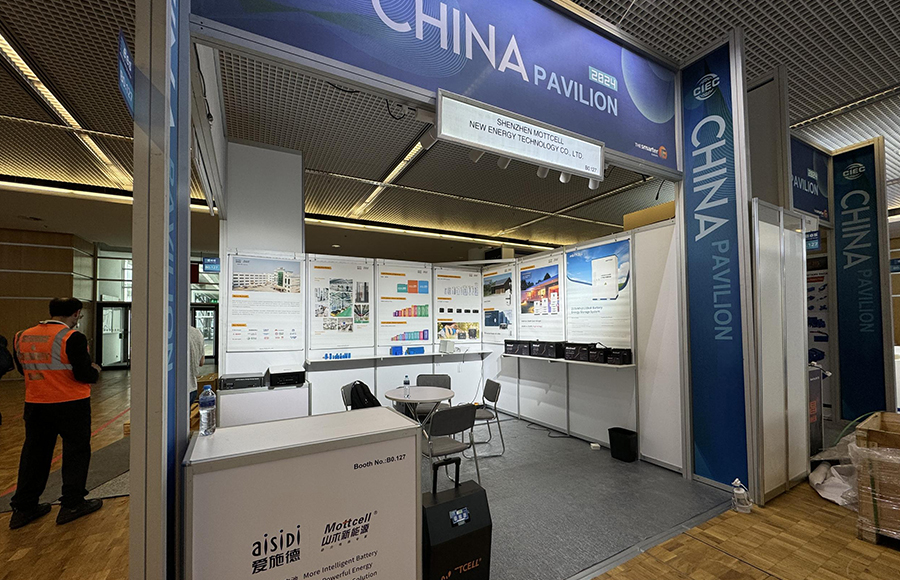
Shenzhen Mottcell New Energy Technology Co., Ltd., founded in 2005, is committed to becoming a leading enterprise in the new energy industry. The company focuses on the research, development, and manufacturing of lithium iron phosphate (LFP) batteries, ternary lithium batteries, and sodium-ion batteries. Leveraging its advanced battery system integration capabilities, Mottcell serves both domestic and global markets, providing intelligent, high-value battery system solutions and manufacturing services for commercial and industrial energy storage, telecommunication base station energy storage, residential energy storage, industrial customized applications, and consumer electronics.
The company has been recognized with numerous qualifications and honors, including National High-Tech Enterprise, Shenzhen “Specialized, Refined, Differentiated and Innovative” Enterprise, Green Factory, Intelligent Manufacturing Factory, and Well-Known Brand of the Guangdong–Hong Kong–Macao Greater Bay Area. Mottcell has established a comprehensive quality, environmental, and occupational health & safety management system, certified to ISO 9001, ISO 14001, OHSAS 18001. Many of its products comply with and have been certified to UL, CE, CB, IEC, UN38.3, and other international and domestic standards.
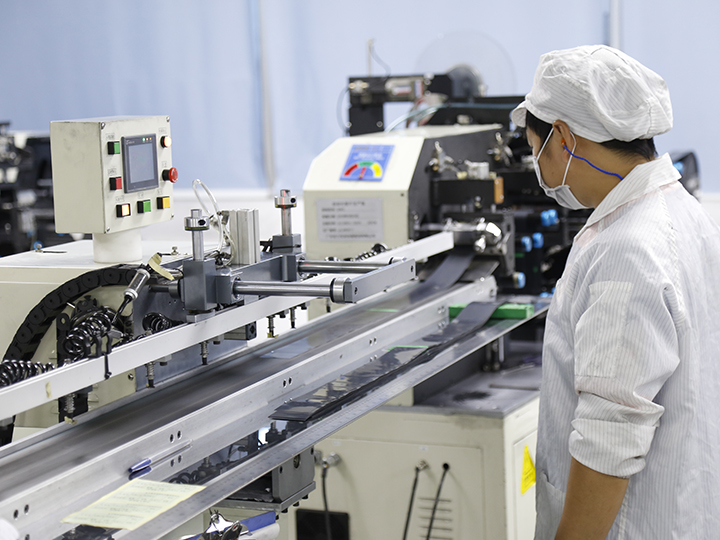
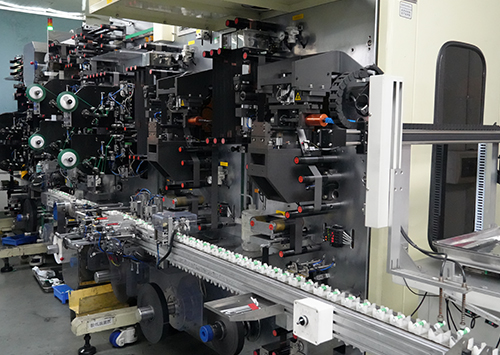
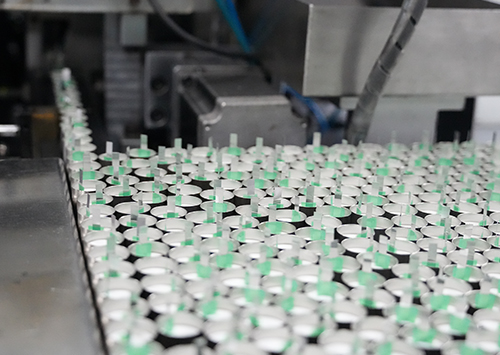
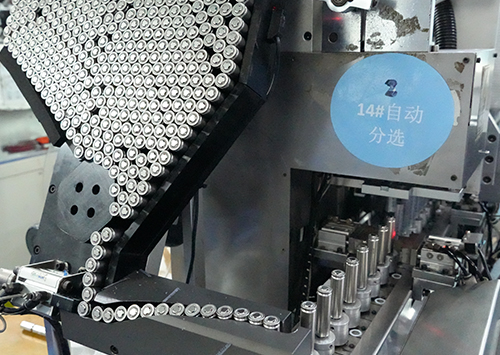
Mottcell operates two major manufacturing bases in Shenzhen and Jiangsu, equipped with advanced automated battery production lines, intelligent battery module assembly lines, containerized energy storage commissioning workshops, and a wide range of testing equipment for large-scale energy storage and power batteries. The company’s total annual production capacity reaches 2 GWh. Through years of continuous development and technological innovation, Mottcell has built a customer network spanning both domestic and international markets, with numerous well-known brands as long-term partners.
In 2022, Aisidi Group became the controlling shareholder of Mottcell. Leveraging the Group’s extensive sales channels, strong resource integration capabilities, and mature management systems, supported by hundreds of billions in annual revenue, this strategic partnership injects strong momentum into Mottcell’s continued growth and global expansion.

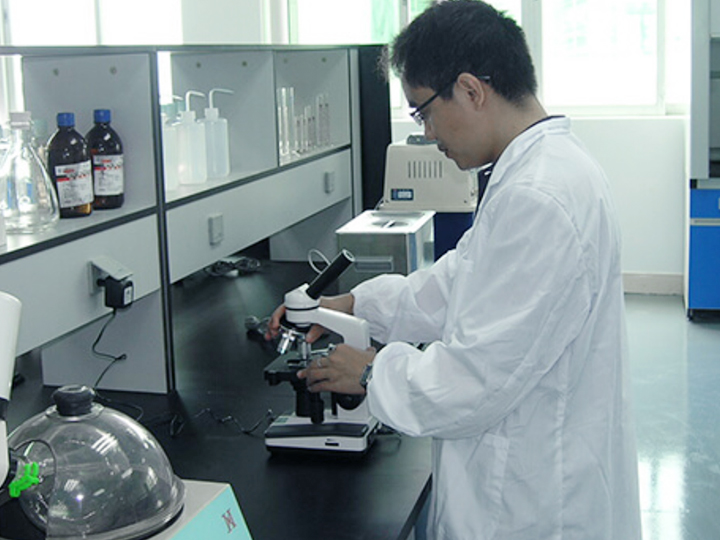
Mottcell’s Quality Department conducts strict testing on every component and battery pack, with full traceable records maintained.
All incoming materials undergo Incoming Quality Control (IQC) to ensure compliance with applicable specifications.
Component suppliers are required to provide a Certificate of Conformity (CoC) with each shipment, which is retained for record.
All battery packs are subject to final inspection prior to packing.
Comprehensive records are maintained for each battery, including pack identification, welding pull force test data, charge and discharge test results, and other critical quality information.
Depending on the complexity of the battery, Mottcell implements First Article Inspection (FAI) and in-process inspection.
Each battery undergoes 100% functional testing prior to final shipment.
The test scope includes capacity, internal resistance, wire and connector pull force tests, charge and discharge system verification, vibration testing, drop testing, and enclosure waterproof (IP) rating tests.
For batteries equipped with intelligent communication software, additional system integration testing is performed to ensure full compatibility with the target system.
A final Quality Control (QC) inspection is conducted before packing and shipment.
Whatever quality validation requirements our customers may have, Mottcell is committed to meeting them.

Established in 2005
In 2009, it was awarded the title of "National High tech Enterprise"





 zoe@mottcell.net
zoe@mottcell.net
WhatsApp: 8617388790296
Fax: 86-0755-84042963
Skype: live:b0ebaecbb8782516
WeChat: +8613428749632

 VR show
VR show
 CN
CN Home >
Home >